![[about:title]](/style/newbanner.jpg)
由熱成型包裝機成型模設計注意事項可知,片材熱成型的要條件是加熱。將片材加熱到成型溫度所需的時間,一般約為整個成型工作周期的50%—80%。因此,盡量縮短加熱時間是提高工作效率的關鍵。在包裝機中采用預熱裝置正是為了縮短成型時的加熱時間。
那么影響熱成型包裝機成型的主要因索有哪些呢?
不向的片材,厚度不一樣,其成型溫度和加熱時間均相異。片材的成型溫度有一定的范圍。成型溫度的下限值是以片材在拉伸大的區(qū)域內不發(fā)白或不出現(xiàn)明顯的缺陷為度;上限值則是片材不發(fā)升降解和不會在夾持框架上出現(xiàn)過分下垂的高溫廢。為了提高丁作效率,獲得短的成型周期,通常熱成型包裝機成型溫度都偏向下限值。例如,采用ABS片材成型時,其低限成型溫度可低至127°,而高限則達180°。當采用快速真空成型法拉伸制品時,成型溫度為140°左右,深拉伸時為150 °;當成型較為復雜的制品時,則偏高限值為170°。
熱成型包裝機成型時,由于模具各部分的變化,使得片材各部分拉深情況并不一樣,這樣易造成制品的厚薄本均。為改善這種情況,可采取兩種手段。其一是設計模具的通氣孔要合理分布;其二是針對熱成型包裝機成型時拉伸較為強烈的部分可用適當?shù)幕ò逭诒郑屍渖偈軣幔钤撎帨囟壬缘汀H绱丝墒篃岢尚桶b機成型制品的均勻性稍好些。但這種制品由于內應力的關系,因此穩(wěn)定性和機械性能方面都有影響。一般的表現(xiàn)是受遮敝部分的穩(wěn)定性比較小,而且有較高的抗沖強度。提高全面的成型溫度常能減少制品的內應力和取得較好的穩(wěn)定性。
影響制品厚薄不均的另一個因素是拉伸和拖曳片材的快慢,也就是抽氣、氣脹的速率、或 熱成型包裝機的成型模具、輔助沖模等的移動速度。一般而言,速度應盡可能地快,這對熱成型包裝機成型本身和縮短成型周期均有利。因此,可將通氣孔加工成長面窄的氣縫。但是,過大的速率,卻會因塑料流動的不足而使制品在偏凹或偏凸部位呈現(xiàn)厚度過薄的現(xiàn)象。反之,過小的速率又會因片材的先行冷卻而出現(xiàn)裂紋。拉深的速率依賴于片材的溫度,因此,薄型片材的扎伸一般都應快于厚型片材,因為較薄的片材在成型時溫度下降較快。
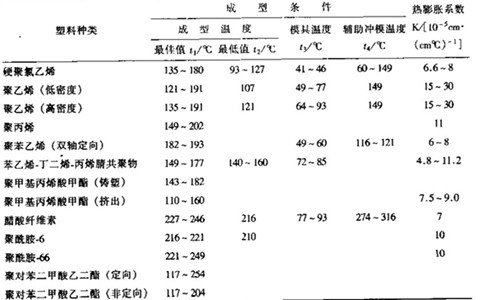
此外,為了獲得較佳的成型質量,成型棋具和輔助沖模應根據(jù)不同的塑料片材而采用適當?shù)臏囟取O聢D為熱成型包裝機成型片材的成型條件和熱膨脹系數(shù)。
熱成型包裝機片材熱成型之后均緊貼模具,此時將面臨一個脫模問題。脫模必須要冷卻,按上述冷卻方法可采用循環(huán)水冷卻或風冷。無論采用哪種方法,都必須將熱成型包裝機成型制品冷卻到變形溫度以下才能脫模。例如,聚氯乙烯冷卻溫度為40°-50°,聚甲基丙烯酸甲酯為60°-70°,醋酸纖維素為50°-60°。如果冷卻不足,制品脫模后會變形。但過分冷卻則在凸模成型的情況下會由于制品過度收縮而緊包在模具上,致使脫模發(fā)生困難。
相關文章:1.熱成型包裝機常用的成型方式
3.茶葉真空包裝機
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865